Cgmp Sheet Metal Minimum Radius

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Metal Bending Sheet Metal Work

Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication

What Does Hose Bend Radius Mean Hose Plumbing Techniques

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Sheet Metal Forming Sheet Metal Sheet Metal Work Metal Bending

Press Brake Bend Allowance Chart Press Brake Allowance Chart Welding And Fabrication

However it is important to know that this is just a broadly applicable rule of thumb you can follow for making bends in steel.
Cgmp sheet metal minimum radius. The minimum bend radius for aluminum when working with aluminum over sheet metal several variables need to be considered. Aluminum is typically thicker and stronger and requires more force to bend as well as consideration of edge conditions and punch nose radii. Ductile material works great with small bend radii and short flange depths. The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
It requires an inside bend radius of at least 6x the material thickness. The minimum bend radius data shown in these charts is measured to the inside of the bend. 3003 h14 is extremely ductile almost like copper. Avoid large sheet metal parts with small bent flanges.
5052 h32 aluminum bends in about the same way as mild steel. We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts. Use this document to choose values that are both manufacturable and meet your needs. Bend radii minimum bend sizes it is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii.
The minimum fillet radius between the flange and the wall of the tensile member should be greater than 2 times the thickness of the plate ie r2 2t. Minimum inside bend radius for sheet metal recommended inside bend radius for sheet metal parts should be equal to material thickness. In order to make the stretching smoother generally take r2 5t the maximum fillet radius should be less. Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase. It is possible to choose other bends if you require but additional lead time and tooling charges may apply. When the sheet metal is bent a bend radius is required at the bend. In low carbon steel sheet metal the minimum radius of a bend should be one half the material thickness or 0 80 mm 0 03 inch whichever is larger.
Crca inside bend radius equal to 0 65 times of sheet thickness is also enough.

Mechanical Engineering Calculators Mechanical Engineering Manufacturing Engineering Sheet Metal Drawing

Avt 206 A P P2 Developing Sheet Metal Flats The Math Behind The Bends Youtube Welding Projects Welding Metal Working

Sheet Metal Bending Bending Definitions Metal Bending Sheet Metal Sheet Metal Fabrication

Making A Radius Bending Fixture For Sheetmetal Youtube Metal Bending Tools Metal Bending Metal Shaping

Bending Formulas Conduit Bending Home Electrical Wiring Electrical Wiring

Press Brake Bending Definitions Press Brake Sheet Metal Tools Bend

How To Unfold Radius Corners Advanced Sheet Metal Made Easy With Topsolid 7 Sheet Metal Metal Sheet Design Solidworks Tutorial

Pin On 0 Drawing

Mechanical Engineering Calculators Mechanical Engineering Engineering Engineering Science

Non Gmp Or Gmp Washers And Sterilizers How To Choose Pharmaceutical Engineering

Diagram Of Tryyhyywhen Using Bend Allowance Formulas Note That When Dimensions C Are Specified Dimension B C Sheet Metal Sheet Metal Work Metal Forming

Pin On Welding Fabrication

Press Brake Square Bend Deductions Sheet Metal Work Press Brake Metal Bending

91630000 Radius Mini Bender Metal Bending Tools Sheet Metal Fabrication Metal Bending

Introduction Solidworks Sketched Bend Feature Sheet Metal Solidworks Domain Name Service Dns

Homemade Radius Bender Metal Bending Tools Press Brake Metal Tools

Freund Radius Roller 25 50 Tools Are For Bending Edging Curved Sheet Metal And Can Produce Tight Radii Sheet Metal Tools Metal Bending Tools Metal Bender

Bending Short Flanges Sheet Metal Tools Metal Working Tools Metal Bending
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcr5esdqpbtt4umcxaqpv9wmwbfnibvqil3pbtkbdu0hlqsvwzh1 Usqp Cau

Diy Sheet Metal Rolling Brake Table Kustoms By Kent Sheet Metal Metal Working Tools Metal Shaping

Irvan Smith Inc Metal Ace F240 English Wheel Anvil 24 Radius 3x3 Egw F240 108 00 English Wheel Sheet Metal Tools Metal Bending Tools

Autodesk Inventor Sheet Metal Contour Rolls Design Motion Autodesk Inventor Inventor Autodesk

Sheet Metal Bending Hand Brake Machine Box And Pan Brake Sheet Metal Fabrication Sheet Metal Metal Tool Box

British Standard Shape Codes Trident Steel Reinforcements Ltd

Pin On Keep These Pins

A Riveted Metal Box With Lid Metal Tool Box Sheet Metal Fabrication Metal Projects

Eastwood 12 Inch Box And Pan Sheet Metal Brake Sheet Metal Brake Sheet Metal Work Sheet Metal

Ultimate 48 16ga Box Pan Brake With Radius Fingers By Mittler Bros Metal Fabrication Tools Sheet Metal Brake Sheet Metal Fabrication

Think Of The Freund Tools Disk Rollers As A Hemming Tools Once You Ve Pre Bent Your Sheet Metal To 90 With A Si Metal Bending Tools Metal Bending Sheet Metal

Special Forming Tooling Sheet Metal Fabrication Metal Working Metal Bending Tools
Https Www Contractmetalproducts Com Images Cmp Shop Guide Pdf

Sheet Metal Pattern Layouts A Practical Illustrated Treatise Covering All Phases Of Sheet Metal Work Including Sheet Metal Work Sheet Metal Shop Sheet Metal

Corrugated Part How Press Brake To Bend Metal Press Brake Metal Manufacturing
Buy Wing Bend Dies Direct From Japan Plastic Injection Molding Metal Working Tools Metal Fabrication

Tfs Tube Bending Basics 1 What You Need To Know Youtube With Images Metal Working
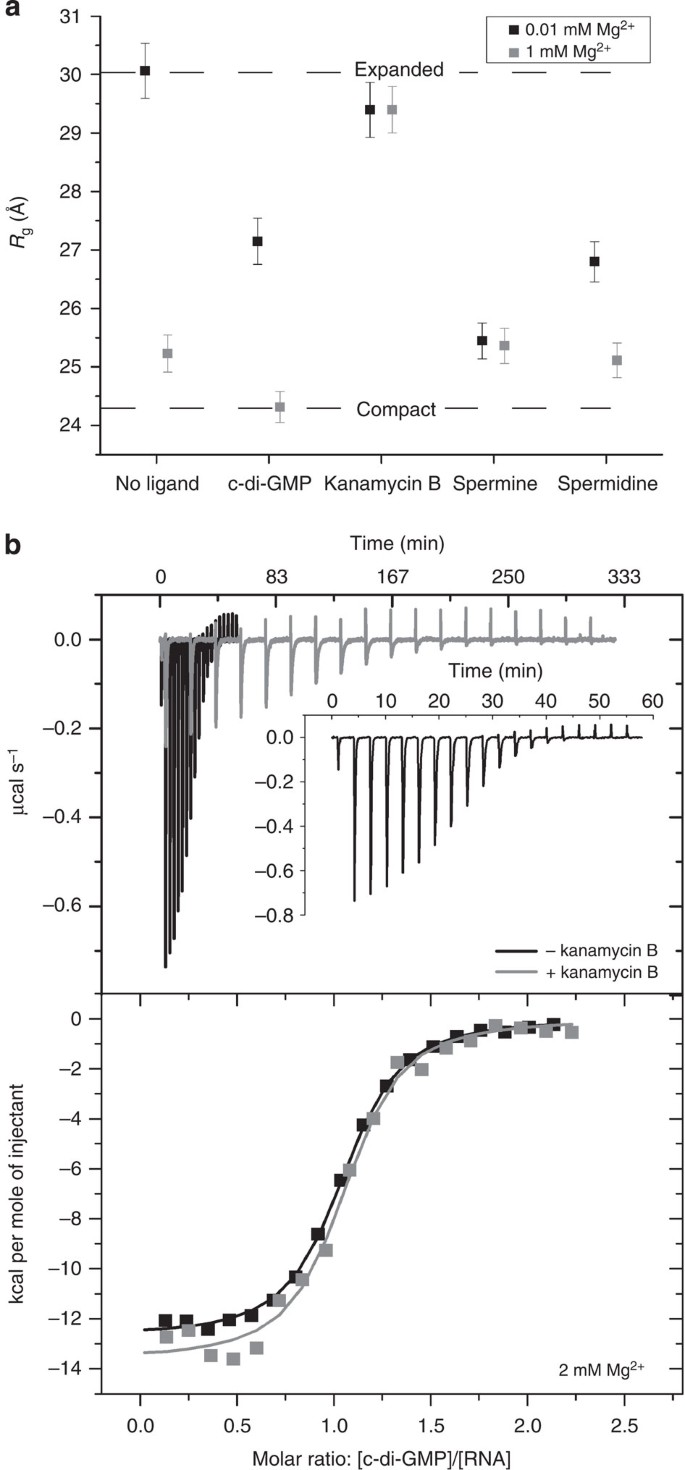
Rapid Rna Ligand Interaction Analysis Through High Information Content Conformational And Stability Landscapes Nature Communications

Mini Bending Brake Produces Sharp Clean Bends In Metal A Press Bending Brake For Brass Or Other Light Sheet Met Metal Working Tools Metal Working Metal Tools

Covell Round Over Die Complete Set For Pexto 622 Metal Working Metal Fabrication Tools Metal Bending Tools
Aerospace Welding Services Manufacturers And Suppliers In The Usa

Knowledge Masters Of Sheet Metal Sheet Metal Sheet Metal Art Metal Fabrication

Article 11 Planned Mixed Use Village Land Development Regulations Martin County Fl Municode Library

Diy Sheet Metal Rolling Brake Table Kustoms By Kent Sheet Metal Brake Sheet Metal Diy

